

压块与模板配框时,要保证框加工的可行性,框尽量直接用铣刀加工出来,开框的深度决定了刀具大小,刀具的直径决定了设计R角的大小,框越深,刀越大,究竟设计多大的R呢,我根据常规刀具列了一个表,供大家参考.
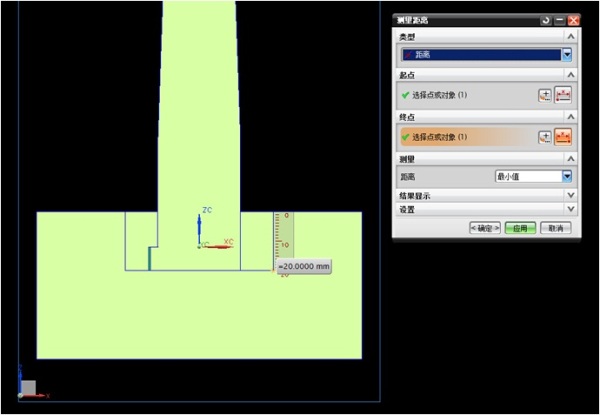
如图框深为20
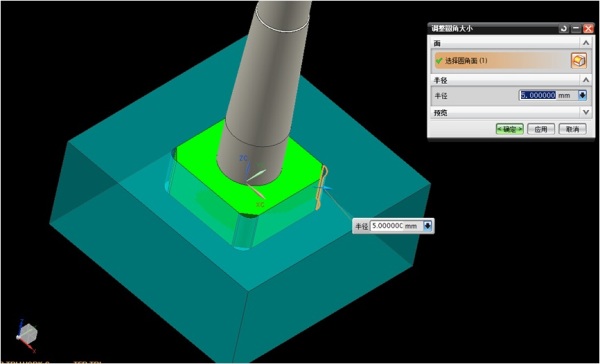
镶件用C角配框

框深与R角的关系图表如下
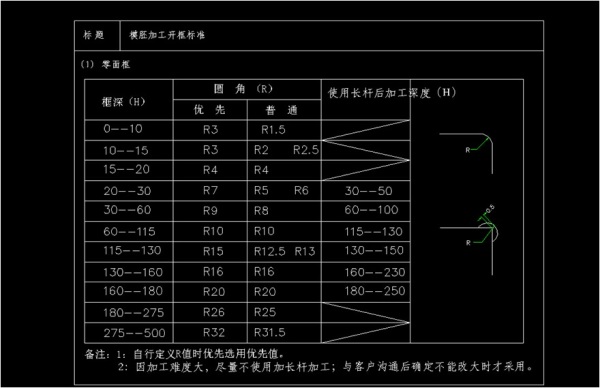
备注:1.自行定义R值时优先选用优先值
2.因加工难度大,尽量不使用加长杆加工,与客户沟通后确定不能改大时采用
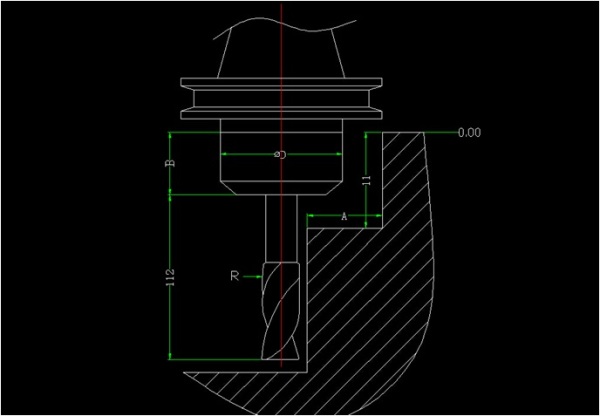
加长杆加工图
如图框深为20
镶件用C角配框
框深与R角的关系图表如下
备注:1.自行定义R值时优先选用优先值
2.因加工难度大,尽量不使用加长杆加工,与客户沟通后确定不能改大时采用
加长杆加工图

