

塑料的收缩率是指塑料制件在型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百分比。它反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。影响塑料收缩率的因素有:塑料品种、成型条件、模具结构等。不同的高分子材料的收缩率各不相同。其次塑料的收缩率还与塑件的形状、内部结构的复杂程度、是否有嵌件等有很大的关系。
二. 常用塑料收缩率
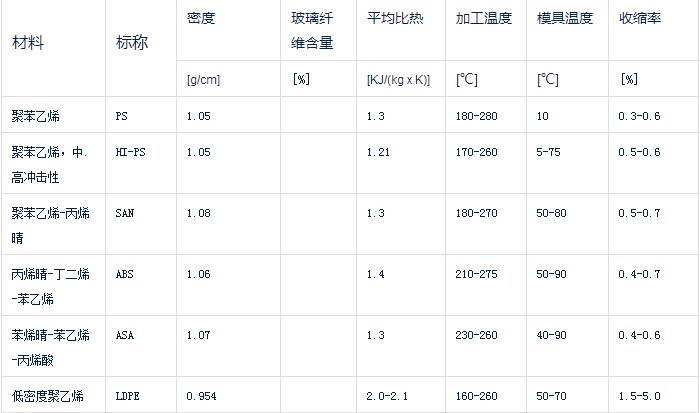
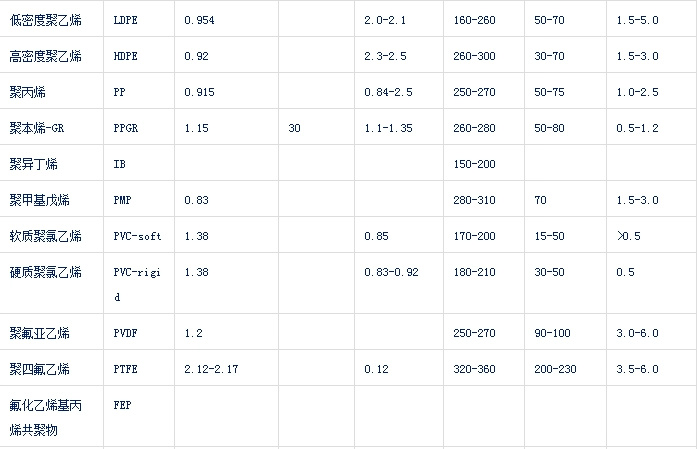
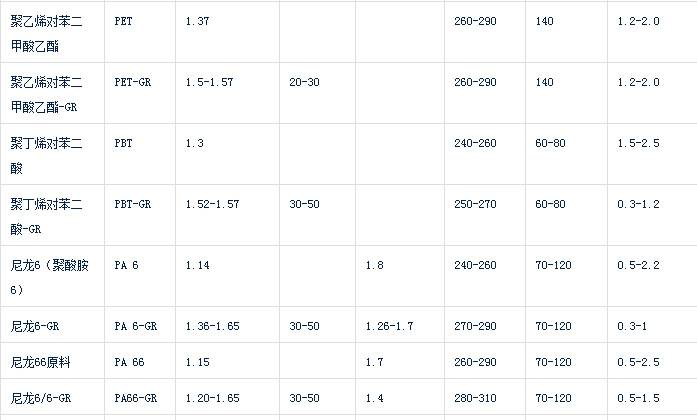
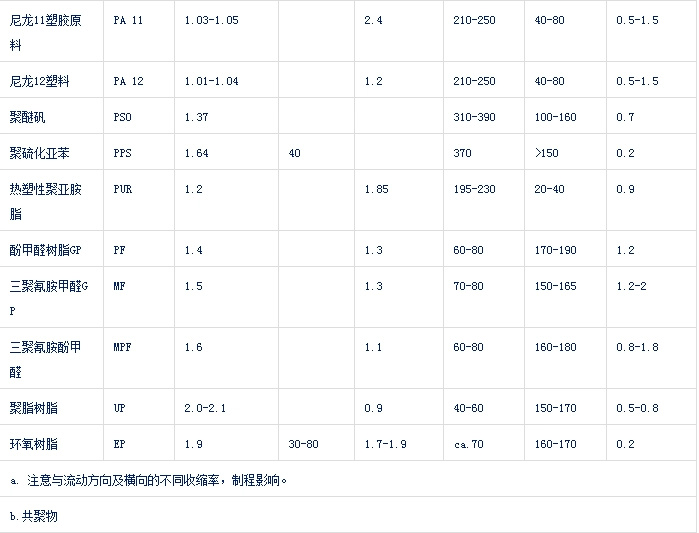
塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率

三. 影响塑料收缩率因素
1.成型工艺对塑料制品收缩率的影响
(1) 成型温度不变,注射压力增大,收缩率减小;
(2) 保持压力增大,收缩率减小;
(3) 熔体温度提高,收缩率有所降低;
(4) 模具温度高,收缩率增大;
(5) 保压时间长,收缩率减小,但浇口封闭后不影响收缩率;
(6) 模内冷却时间长,收缩率减小;
(7) 注射速度高,收缩率略有增大倾向,影响较小;
(8) 成型收缩大,后收缩小。后收缩在开始两天大,一周左右稳定。柱塞式注射机成型收缩率大。
2.塑料结构对制品收缩率的影响
(1) 厚壁塑件比薄壁塑件收缩率大(但大多数塑料1mm薄壁制件反而比2mm收缩率大,这是由于熔体在模腔内阻力增大的缘故);
(2) 塑件上带嵌件比不带嵌件的收缩率小;
(3) 塑件形状复杂的比形状简单的收缩率要小;
(4) 塑件高度方向一般比水平方向的收缩率小;
(5) 细长塑件在长度方向上的收缩率小;
(6) 塑件长度方向的尺寸比厚度方向尺寸的收缩率小;
(7) 内孔收缩率大,外形收缩率小。
3、 模具结构对塑料制品收缩率的影响
(1) 浇口尺寸大,收缩率减小;
(2) 垂直的浇口方向收缩率减小,平行的浇口方向收缩率增大;
(3) 远离浇口比近浇口的收缩率小;
(4) 有模具限制的塑件部分的收缩率小,无限制的塑件部分的收缩率大。
4、 塑料性质对制品收缩率的影响
(1) 结晶型塑料收缩率大于无定形塑料;
(2) 流动性好的塑料,成型收缩率小;
(3) 塑料中加入填充料,成型收缩率明显下降;
(4) 不同批量的相同塑料,成型收缩率也不相同。
1. 如果您喜欢我们的内容,请分享给更多的人;
2. 搜索公众微信号YS88031860加关注;
点击“阅读原文”论坛交流
阅读原文

