

斜顶滑块要求:
<1>、斜顶滑块挂台高度H及宽度T尺寸,见下表。
H及T尺寸选择:
|
H |
T |
|
6 |
6 |
|
6 |
3 |
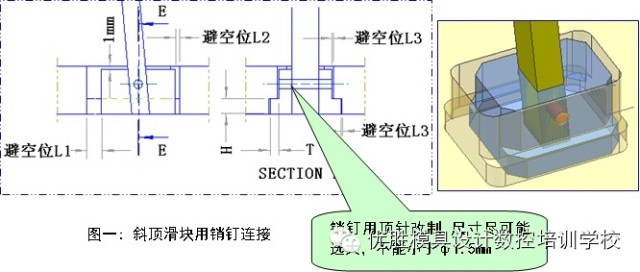
<2>、销钉用顶针改制,尺寸尽可能选大但不能小于φ1.5mm。
<3>、斜顶滑块侧面避空位要求:
L1≥斜顶滑动行程+3mm(安全量)。
L2≥2mm(安全量)。
L3:普通模具L3=0.5mm;精密模具L3=0.25mm;
<4>、斜顶滑块比顶针板低1mm(顶针板无限位块时可保护斜顶滑块)。
<5>、斜顶滑块底部及挂台顶部滑动面开“V”型油槽,间距10mm深0.5mm与滑动方向成45°。
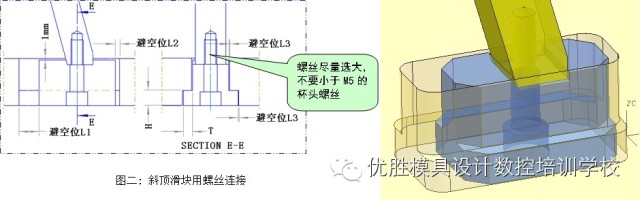
二、当斜顶上位置足够大(能够收到M5以上的杯头螺丝)时采用锁螺丝的方式:
斜顶滑块要求:
<1>、斜顶滑块挂台高度H及宽度T尺寸,见下表。
H及T尺寸选择:
|
H |
T |
|
10 |
6 |
|
6 |
3 |
<2>、螺丝尽量选大,不可有小于M5的杯头螺丝。
<3>、斜顶滑块侧面避空位要求:
L1≥斜顶滑动行程+3mm(安全量)。
L2≥2mm(安全量)。
L3:普通模具L3=0.5mm;精密模具L3=0.25mm;
<4>、斜顶滑块比顶针板低1mm(顶针板无限位块时可保护斜顶滑块)。
<5>、斜顶滑块底部及挂台顶部滑动面开“V”型油槽,间距10mm深0.5mm与滑动方向成45°。
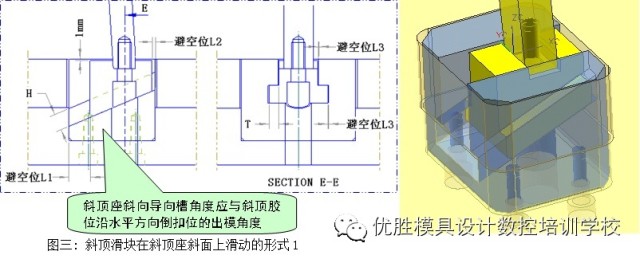
三、当斜顶胶位沿水平方向有倒扣位的(即斜顶相对产品不能水平方向运动,要成一定角度运动的斜顶),采用加装斜顶座使斜顶滑块沿斜顶座斜向导向槽滑动的方式:
斜顶滑块要求:
<1>、斜顶滑块挂台高度H及宽度T尺寸,见下表。
H及T尺寸选择:
|
H |
T |
|
10 |
6 |
|
6 |
3 |
<2>、螺丝尽量选大,不要小于M5的杯头螺丝。
<3>、斜顶滑块侧面避空位要求:
L1≥斜顶滑动行程+3mm(安全量)。
L2≥2mm(安全量)。
L3:普通模具L3=0.5mm;精密模具L3=0.25mm;
<4>、斜顶滑块比斜顶座低1mm(顶针板无限位块时可保护斜顶滑块)。
<5>、斜顶滑块底部及挂台顶部滑动面开“V”型油槽,间距10mm深0.5mm与滑动方向成45°。
<6>、顶针托板,下码模板做螺丝的避空孔,以方便拆装。
※当斜顶比较大须用斜顶杆时,斜顶座及斜顶滑块可以考虑以下结构形式:
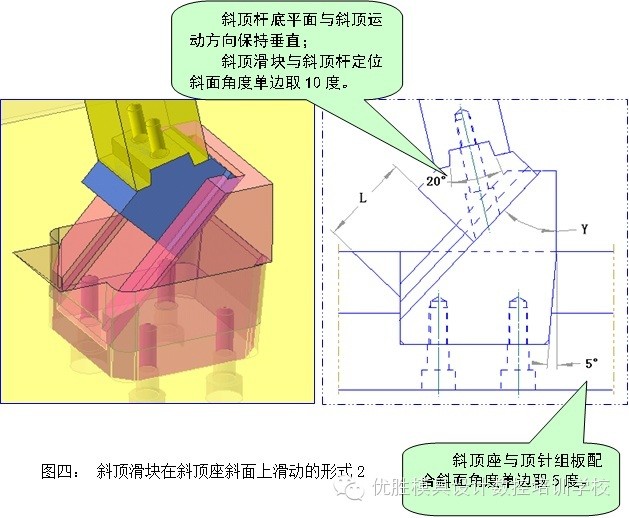
具体要求除上述要求外,
1、Y=Y1 避免斜顶沿斜顶座导向斜面滑动时有倒扣出现。
(Y1—产品脱模方向与垂直方向的夹角)
2、L≥S1+3mm,避免斜顶滑块在滑动过程中与顶针板干涉。(S1—斜顶下滑行程)
┄┄┄┄┄┄┄┄┄✄┄┄┄┄┄┄┄┄┄
全国知名模具数控设计师就业实战培训基地
客服热线 0769-88031860 QQ 800004580
点击“阅读原文”社区交流
阅读原文

